




Автоматическая световая форма
Что такое автоматическая световая форма
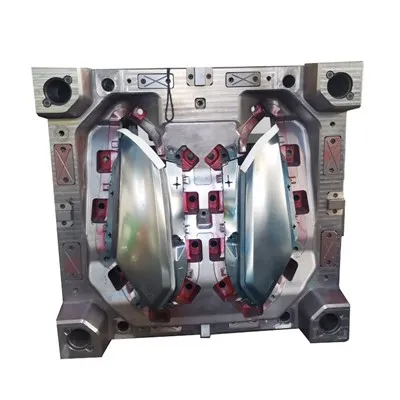
Пресс-формы для автомобильных фонарей используются при производстве компонентов автомобильных фонарей, включая фары, задние фонари, указатели поворота и противотуманные фары. Эти формы обычно изготавливаются из стали и используются для формования пластиковых корпусов автомобильных фонарей. Рынок автомобильных легких форм стимулируется ростом автомобильной промышленности во всем мире. По мере роста спроса на автомобильную продукцию существует значительная потребность в компонентах автомобильного освещения, что, в свою очередь, стимулирует спрос на автомобильные легкие формы. Кроме того, росту рынка способствуют растущее внимание к безопасности и внедрению передовых технологий освещения в автомобилестроении.
Основные характеристики Auto Light Mold
Точное машиностроение:Пресс-формы для автоматического освещения производятся с высокой точностью, что гарантирует соответствие конечного продукта точным спецификациям, что обеспечивает стабильное качество и производительность.
Долговечность:Автоматические легкие формы обычно изготавливаются из высококачественных материалов, таких как сталь P20, 718, H13, DIN1.2344, DIN1.2738, NAK80, что обеспечивает красивый внешний вид продукта и стабильное производство литья под давлением.
Гибкость дизайна:С помощью форм для автомобильных фар производители получают возможность создавать сложные формы и конструкции автомобильных фар, что позволяет внедрять инновации в стиле и функциональности.
Сокращенное время цикла:Передовые производственные технологии, используемые в автоматических легких формах, такие как прецизионная обработка и оптимизированные системы охлаждения, помогают сократить время цикла, что приводит к повышению производительности.
Интеграция с автоматизацией:Автоматические легкие формы можно легко интегрировать в автоматизированные производственные процессы, что позволяет повысить эффективность, снизить затраты на рабочую силу и повысить общую производительность производства.








почему выбрали нас
Экономическая эффективность
Мы стремимся обеспечить конкурентоспособную цену без ущерба для качества, предлагая вам выгоду от ваших инвестиций.
Своевременная доставка
Мы понимаем важность соблюдения сроков. Наши эффективные процессы позволяют нам доставить вашу форму вовремя, соблюдая график производства.
Инновации
Наша команда всегда в курсе новейших технологий и методов изготовления пресс-форм, что позволяет нам предлагать инновационные решения, которые улучшают ваши производственные процессы формования.
Удовлетворенность клиентов
Наше внимание сосредоточено на построении долгосрочных отношений с нашими клиентами посредством отличного обслуживания и поддержки.

Объектив (Материал: прозрачный ПК):Сталь для CAV/COR: DIN1.2738 или DIN1.2344, NAK80 или S136H. Сталь полости и сердечника должна иметь достаточную твердость, а поверхность должна быть отполирована до блеска или зеркально отполирована.
Декоративная рамка (материал ПБТ):Сталь пресс-формы: CAV: NAK80 или S136H (HRC33–37), COR: кованая сталь HRC31–35, изделие хорошо полируется, не может пройти точильный камень, сохраните форму на наждачной бумаге 1000 #, а затем отполируйте. Сторона полости (отражающая поверхность) не подлежит сварке.
Отражатель (Материал BMC):Полость и сердечник изготовлены из стали 8407 (для достижения высокого полирующего эффекта), полость — из стали HRC46–50, сердечник — из стали HRC44–48. Сторона полости (отражающая поверхность) хорошо отполирована и не может пройти точильный камень, сохраните форму на наждачной бумаге 1000 #, а затем отполируйте, сторона сердечника обычно полируется 600 #.
Спецификация пресс-формы для автоматической лампы
Особенности пластика: прозрачный цвет, высокие требования к внешнему виду поверхности, отсутствие пятен/ворот/следов, отсутствие пузырей/туманного ореола/усадочных следов/линий сварки и других дефектов формовки.
Учитывая прозрачный цвет пластика, использование обычного направляющего позволяет избежать разницы в цвете пластика, улучшить прозрачность, в сочетании с тем, что на пластиковой поверхности не должно быть следов ворот, поэтому используйте систему ворот с боковыми воротами.
В легкой пресс-форме автомобиля используется комбинированная система охлаждения, состоящая из «вертикальной трубы охлаждающей воды, наклонных линий охлаждения и колодца для сращивания воды», а водный путь расположен вдоль полости, эффективно обеспечивая точность пластиковых деталей и производительность труда пресс-формы. Пластиковые детали выбрасываются с помощью выталкивающего блока, который не только устойчив, но и не влияет на внешний вид изделия.
При формовании прозрачной формы очень важна конструкция выхлопной системы, например, плохой выхлоп серьезно повлияет на качество пластиковых деталей, учитывая материал изделия для ПК, дизайн передней части выхлопа для {{1} }.02 мм, вокруг продукта в соответствии с анализом CAE разумной конструкции выхлопных газов, уменьшает образование пузырьков или воздушных ловушек, вызванных местными ожогами и другими проблемами во время литья под давлением.
|
Описание |
Автомобильные фары для литья под давлением |
|
Основа формы |
ЛКМ; ХАСКО; ДМЕ и т. д. |
|
Полость пресс-формы и стальной сердечник |
P20,2738,718H,738H,NAK80,SKD61,2738, 2344 и т. д. |
|
Номера полостей |
Одиночный или множественный |
|
Заканчивать |
Полировка или текстура |
|
Бренд горячих бегунов |
ЮДО, ХАСКИФИСА, ХАСКО, МОЛД-МАСТЕР |
|
Материал изделия |
ПК, ПММА, АБС, ПП, БМК и т. д. |
|
Жизнь пресс-формы |
200 тыс.-500 тыс. снимков |
|
Срок изготовления (день) |
55-75 дней |
|
Упаковка |
Вакуум+фанерный деревянный ящик |
|
Перевозки |
морем |
Декоративная рамка автомобильной фары является одной из важнейших частей фары, к внешнему виду предъявляются строгие требования, форма требует гальванической обработки. При проектировании формы декоративной рамки автомобильной фары следует обратить внимание на следующие моменты:
Гальванические детали сначала следует избегать сварочных линий, поскольку на гальванических деталях появляются какие-либо сварочные линии, влияющие на внешний вид пластиковых деталей, конструкция литниковой системы, чтобы избежать сварочных линий, если сварочная линия неизбежна, необходимо попытаться получить это в область отсутствия внешнего вида, конструкция литниковой системы для прохождения проверки анализа потока пресс-формы.
Поверхность декоративной рамки обычно украшена рисунком. При проектировании формы следует обращать внимание на глубину рисунка пластиковых деталей, благодаря чему, как правило, легко создавать поточные линии.
Диапазон процесса формования пластиковых деталей невелик, на поверхности пластиковых деталей легко образуются яркие пятна, и их трудно контролировать. При проектировании системы литников формы направляющие должны быть толстыми и большими, а ворота должны иметь веерообразную форму. Максимальная ширина ворот составляет около 35–40 мм, что способствует заполнению расплавом.
В декоративных рамочных пластиковых деталях легко возникает явление прилипания к полости формы, чтобы решить проблему с пластиковыми деталями на ранней стадии проектирования, как правило:
В пластиковых деталях, которые легко прилипают к усилию упаковки формы на внутренней стороне конструкции перевернутой пряжки, глубина перевернутой пряжки составляет 0,5 ~ 1 мм, перевернутая пряжка спроектирована рядом с закругленным углом. из пластиковых деталей.
На внутренней стороне пластиковых деталей должны быть предусмотрены ребра жесткости, соответствующие большой силе уплотнения со стороны полости формы, а на толкателе должна быть предусмотрена подрезка. В соответствии с характеристиками пластиковых деталей, в зоне с 6 светодиодами внутри пластиковых деталей спроектируйте ребра жесткости и колонну BOSS, чтобы избежать деформации пластиковых деталей.

Декоративная рамка фары автомобиля – одна из важнейших частей фары. Внешний вид строгий, и форму необходимо покрыть покрытием. При проектировании формы декоративной рамки фары автомобиля следует учитывать следующие моменты:
Гальванические детали должны сначала избегать линии сварки, поскольку любая линия сварки гальванической детали появится, что повлияет на внешний вид пластиковых деталей. При проектировании литниковой системы следует избегать линии сварного шва. Если линия сварного шва неизбежна, попробуйте ее проехать. В помещениях, не расположенных снаружи, система литья должна быть проверена с помощью анализа текучести формы перед проектированием.
Поверхность декоративной рамы обычно украшена рисунком. При проектировании формы необходимо обратить внимание на глубину пластического рисунка. Как правило, модели потоков легко создать.
Процесс формования пластиковых деталей невелик, на пластиковых деталях легко получить яркие пятна, и их трудно контролировать. При проектировании системы литья в форму путь потока должен быть толстым и большим, а ворота должны иметь веерообразную форму. Максимальный размер ширины ворот составляет 35–40 мм, что способствует заполнению расплавом.
Явление прилипания форм весьма вероятно в пластиковых частях декоративной рамки. Предотвращение предварительного проектирования прилипающих форм для пластиковых деталей обычно заключается в следующем:
В пластиковых деталях легко приклеить форму на внутренней стороне конструкции с большим рисунком задней пряжки, глубиной рисунка задней пряжки 0,5 ~ 1 мм, перевернутой пряжкой в углу рядом с пластиковыми деталями.
Пластиковые части фиксированной формы с большой силой на стороне соответствующих пластиковых деталей имеют ребра и конструкцию на толкателе с перевернутым крючком. В соответствии с характеристиками пластиковых деталей ребра и колонны BOSS (широко известные как цилиндрические колонны) должны быть расположены на боковых пластиковых частях шести светодиодных ламп, чтобы избежать деформации пластиковых деталей.
В этой конструкции формы область, в которой пластиковые детали выдерживают большую силу, составляет более 5 градусов из-за уклона формы, а на подвижной стороне формы спроектирован перевернутый рисунок пряжки глубиной 0,5 мм, поэтому форма выброс и выброс происходят плавно и движения различных механизмов плавные. Форма безопасна, стабильна и надежна, и в ней нет явления прилипания. Проблема склеивания форм таких пластиковых деталей успешно решена. После пробного изготовления этой модели эффект нагрузки хороший, а размеры стабильные.
Технология изготовления отражателей автомобильных фар
Для формы отражателя автомобильной лампы основными моментами проектирования являются:
Требуется специальное оборудование для процесса литья под давлением, и используются термопластавтоматы, специализирующиеся на производстве пластмасс BMC. Требования к литьевому оборудованию очень строгие.
Материалы BMC представляют собой специальные твердые пластмассы. При проектировании формы необходимо проектировать систему нагрева и систему разгрузки конструкции разделяющей поверхности. Формованные детали должны быть закалены для повышения износостойкости и увеличения срока службы матрицы.
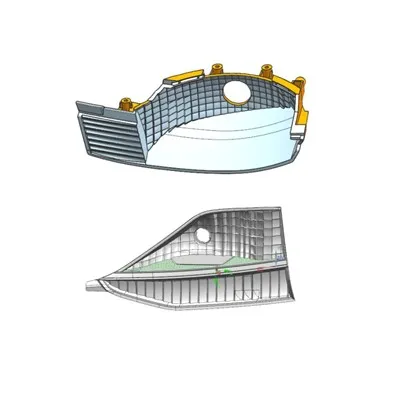
Пластиковые части отражателей – это устройства, которые не позволяют прямому свету отражаться на фарах автомобилей и препятствуют прямому освещению фар. Требования к светораспределению строгие. Пластиковые детали являются наиболее важными деталями внешнего вида автомобилей. На поверхности пластиковых деталей имеется множество узоров, которые придают им красивый вид.
Конструкция формы материала BMC должна быть сбалансирована в системе эжектора, а характеристики толкателя должны быть как можно большими, а их количество должно быть как можно большим, в противном случае это может вызвать трудности при извлечении пластиковых деталей из формы.
Поскольку осадка детали с ярким покрытием слишком мала, это вызовет трудности при извлечении из формы. Поэтому угол уклона боковой стенки отражающей части проектируется как можно большим, и обычно рекомендуется составлять от 5 до 10. Конечно, предполагается, что он не может повлиять на функцию и форму пластиковых деталей. .
Пластиковые детали не должны иметь острых углов, а все углы должны иметь закругленные углы, поскольку формованные части формы подвержены растрескиванию под напряжением после закалки.
Обратите внимание, что отверстия левого и правого отражателей и поверхность пластиковых деталей смещены из стороны в сторону и не могут быть спроектированы с учетом зеркальной симметрии. Поскольку колба и головка лампы не разделены, остальные детали зеркально симметричны.
Требования к внешнему виду автомобильных фар
Объектив
Линза представляет собой прозрачную деталь с рисунком на внутренней стороне, к внешнему виду которой предъявляются повышенные требования.
Декоративная рамка
Внешний вид декоративной рамки алюминизирован, некоторые участки необходимо матировать.
Корпус лампы
Корпус лампы является внутренней функциональной частью формы лампы, поэтому требования к сборке отверстия в крышке лампы и задней крышке высоки.
Зеркало
Зеркало представляет собой гальванизированную деталь, имеет строгие требования к распределению света, а поверхность внешнего вида покрыта алюминием.
Пресс-форма нуждается в нагревательной трубке и строгом контроле температуры
Базовый процесс литья под давлением материала BMC полностью отличается от обычного процесса литья под давлением термопластов. В цилиндрической части машины для литья пластмасс под давлением используется специальная морозильная камера для охлаждения ледяной водой, а в сердцевине полости формы требуется электрический нагрев.
Полную электрическую мощность электронагревательной трубы, необходимую для фиксированного режима, можно рассчитать по следующей формуле:
W=Gcp(Tm-To)/3600yt
G: Общий вес формы, включая подвижную и неподвижную, кг.
Cp: Удельная теплоемкость материала литьевой формы, кДж/(кг.градус)
Tm: Температура, необходимая для формирования формы для литья под давлением: градус
До: Комнатная температура: градус
Y: Эффективность нагревателя, возьмем 0.3-0.5.
Т: Время нагрева, ч.
Обычно используемая электрическая нагревательная трубка имеет диаметр 15,8 мм, что позволяет быстро повысить температуру формы. Согласно опыту, мощность нагрева формы позволяет рассчитать необходимую мощность электрической нагревательной трубки на (40-50) Вт/кг. Формовочная поверхность пластиковой детали находится на расстоянии 40-50 мм от электронагревательной трубки, а расстояние между двумя электронагревательными трубками составляет 80-100 мм. Чтобы повысить эффективность нагрева, на всех четырех сторонах фиксированной формы требуется изоляционная плита из бакелита толщиной 8 мм. Поскольку электрическая нагревательная трубка не имеет положительных и отрицательных полюсов, ее можно подключать последовательно, но мощность розетки регулятора температуры не может превышать 3,6 кВт на группу. Температура каждой группы электронагревательных трубок контролируется группой термопар. Термопара должна находиться в центре температурного поля электронагревательной трубки этой группы, головка термопары должна находиться в эффективном контакте с полостью, что полезно для точного контроля температуры.